














 10 / 228
10 / 228

hacimsel ölçüm & sıvı aktarım
004
İnsan
ile
yapılan
kalibrasyon
işlemleri hatalara açık olduklarından
güvenilmezlerdir.
Tüm kalibrasyon işlemleri otomatik
robotlar tarafından yürütülürler.
Robotik kalibrasyon yöntemi en üst
düzey hassasiyeti ve doğruluğu garanti
eder.
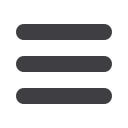
Çalışma ortamı 20°C’da sabitlenmiş
olmakla beraber ortamdaki en küçük
sıcaklık değişikliği robot tarafından
gözlenebilmekte ve gereken ayarlama
otomatik yapılmaktadır.
Menisküs çizgisi lazer ışık düzeyinin en
alt çizgisinden oluşturulmaktadır.
Menisküs çizgisi elmas uçlu bir kalem
tarafından uzun ömürlü olması açısından
cam yüzeyine çizilerek oluşturulur.
Bu işlemden sonra sonramenisküs halka
çizgisi kolay ve hatasız gözlenebilmesi
için mavi veya beyaz boya ile boyanır.
Hacimsel ölçüm ürünlerinin kalite kontrol
işlemleri de kalibrasyona benzer şekilde
hem çok kompleks ve zaman alıcıdır.
İnsan
gücü
tarafından
yapılan
işlemler hatalara açık olduklarından
güvenilmezlerdir.
Yukarıdadeğinilen risklerinengellenmesi
ve en güvenilir sonuçların elde edilmesi
için tüm kalite kontrol işlemleri dünyada
ancak sayılı üreticilerde bulunan tam
otomatik robotlar tarafından yürütülürler.
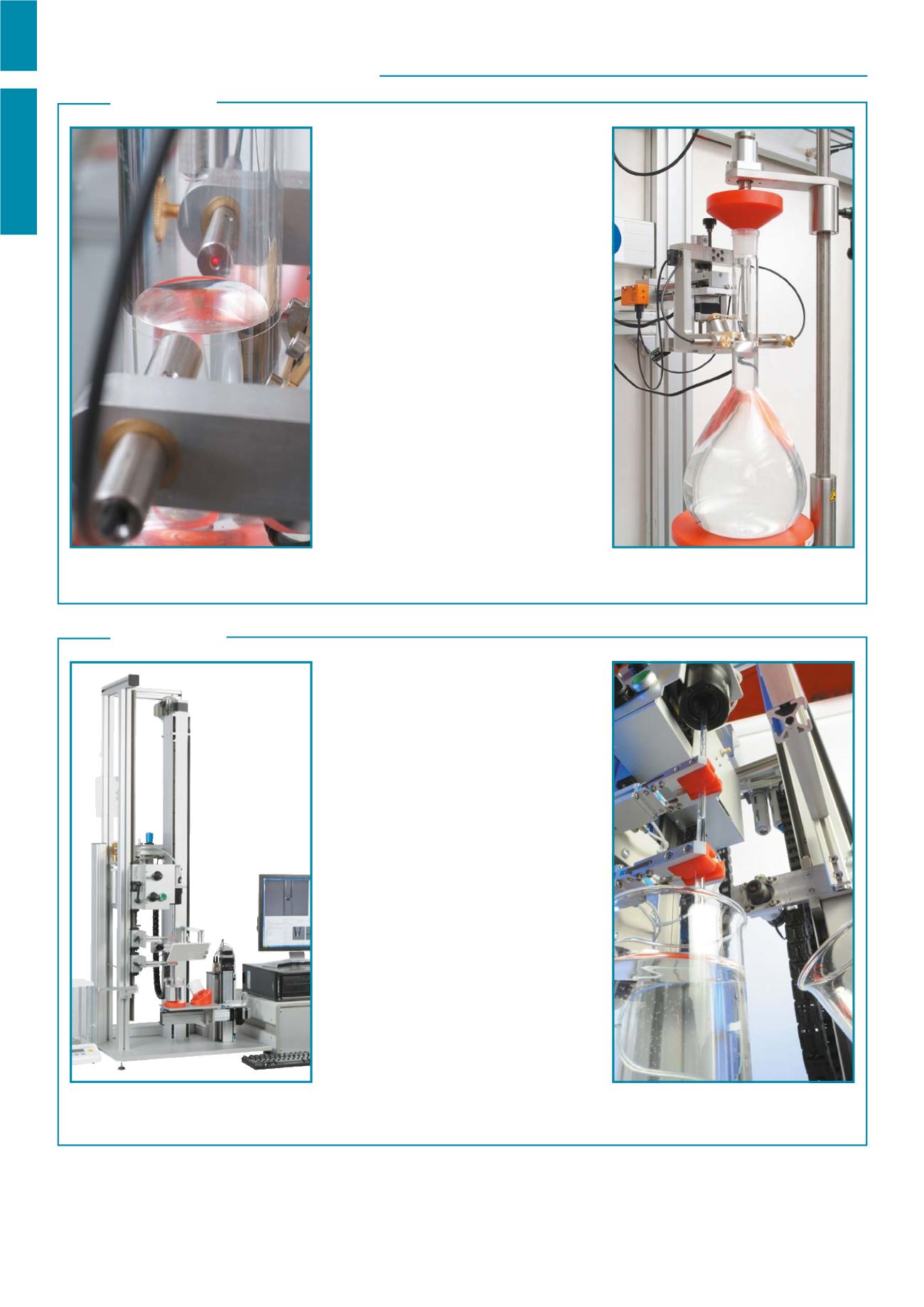
Kalite kontrol robotu en hassasmenisküs
çizgi kontrolü için yüksek çözünülürlüklü
bir kamera ve görüntü yansıtma sistemi
ile donatılmıştır.
Su doldurulması, menisküs çizgisinin
bulunması ve hacim kontrolü işlemleri
otomatik olarak yürütülür.
Kullanılan teraziler ve kalibreli elektronik
termometreler sisteme doğrudan veri
aktaracak şekilde bağlanmışlardır.
kalibrasyon
kalite kontrol
Menisküs çizgisi lazer ışık düzeyinin en alt
çizgisinden oluşturulmaktadır.
Su doldurulması, menisküs çizgisinin bulunması
ve hacim kontrolü işlemleri otomatik olarak
yürütülür.
Yarı mamul ürünlere su doldurumu kalibrasyon
makinası tarafından otomatik olarak yapılır.
Operatör kontrol edilecek ürünü kalite kontrol
robotuna yerleştirir ve kesin ve hassas sonucun
hesaplanmasını bekler.