














 8 / 228
8 / 228

hacimsel ölçüm & sıvı aktarım
002
, dünyada kendi yarı-mamul
ürünlerini üreten sayılı üreticilerden biridir.
Cam borular yetenekli ve tecrübeli ustalar
tarafından DIN standartlarına uygun
dış boyutlar, biçim ve et kalınlığında
şekillendirilirler.
Kalite kontrolden sonra yarı-mamul
ürünler camüzerindeki stresin kaldırılması
amacı için hassas sıcaklık ayarlı tünel
fırınlarda tavlanmaya gönderilirler.
İşlem sonunda ürünler maksimum
mekanik dayanıklılık kazanırlar ve ani ısı
değişimlerinden etkilenmezler.
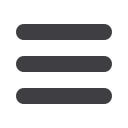
yarı-mamul üretimi
Teknoloji harikası ergitme ve kaynak makinaları
cam parçaların bir diğerine eklenmelerinde
kullanılır.
Cam borular yetenekli ve tecrübeli ustalar
tarafından DIN standartlarına uygun dış boyutlar,
biçim ve et kalınlığında şekillendirilirler
, kullandığı tüm şilifli ürünleri
otomatik makinalarda mükemmel kalitede
üretir.
Mükemmel rodajlama kalitesi için sadece
elmas uçlu rodajlama aparatları kullanılır.
Şiliflerin gövde açı kontrolleri çok hassas
açı ölçme cihazları ile yapıldığından
daima doğru ürüne ulaşılır.
Bu işlemler kesinlikle sızdırmaz yapılı,
bir diğeri ile değiştirilebilen ve tam doğru
gövde yapısına sahip şiliflerin üretilmesi
ile sonuçlanır.
Şilif sızdırmazlık testi özel vakum test
cihazı ile yapılır.
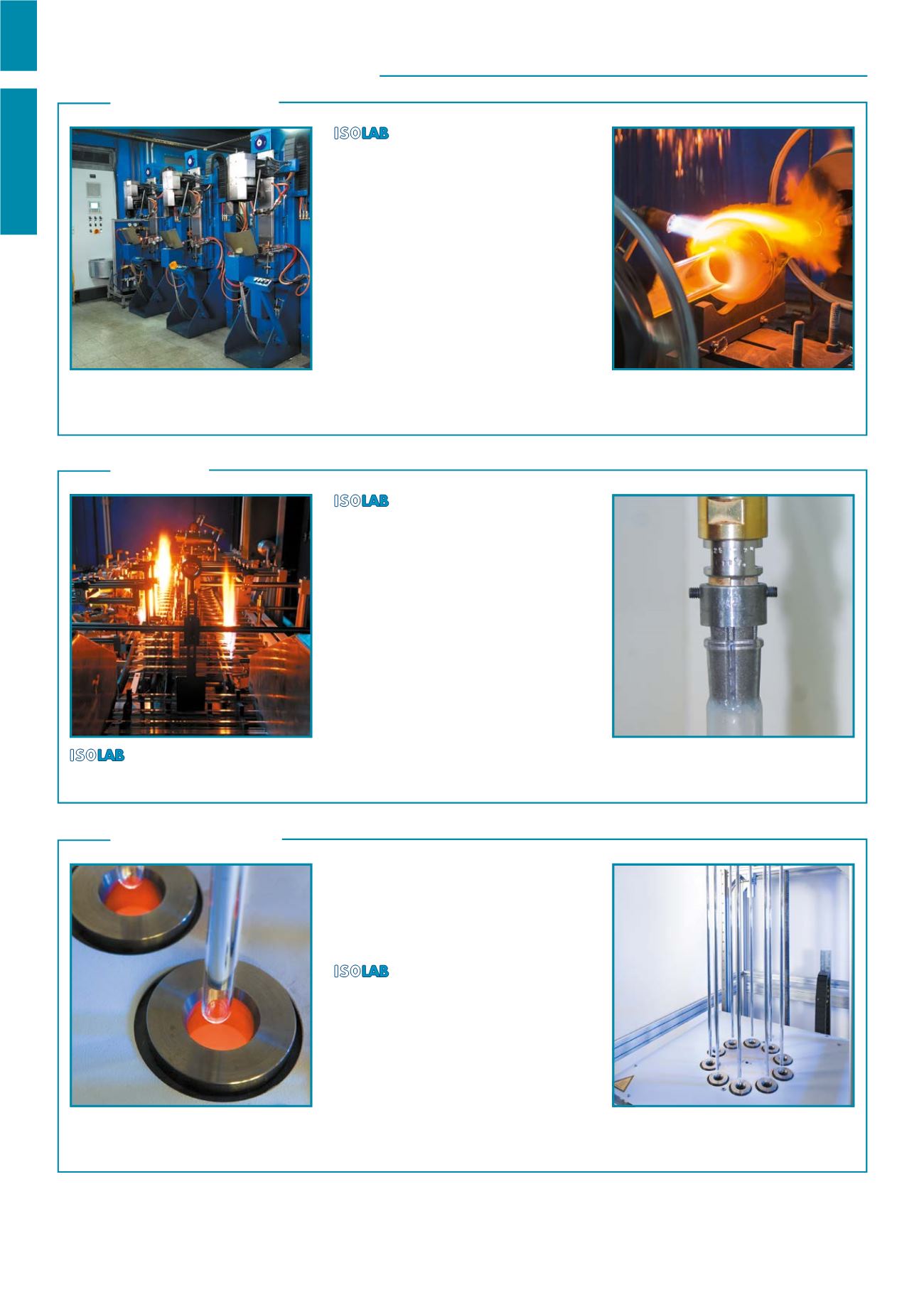
şilif üretimi
kullandığı tüm şilifli ürünleri otomatik
makinalarda mükemmel kalitede üretir.
Mükemmel rodajlama kalitesi için sadece elmas
uçlu rodajlama aparatları kullanılır.
Çok sayıda üretici büretleri iç çapları ve
et kalınlıkları boru boyunca değişiklik
gösterme riski taşıyan borulardan
üretmektedir. Tüm bu olumsuz faktörler
hacimsel
ölçümlemelerde
yanlış
sonuçlara yol açarlar.
büret boruları, boru iç çapı ve
et kalınlığını her noktada aynı tolerans ile
üretebilen en son sistem vakum daraltma
yöntemi ile üretilirler.
Bu işlemde borular önce camın yarı erime
derecesine kadar yavaş ve kademeli
olarak ısıtılırlar. Daha sonra her boru çapı
için değişen çelik borular üzerinde vakum
daraltma yöntemi ile biçimlendirilirler.
kalibre boru üretimi
Borular önce camın yarı erime derecesine kadar
kademeli olarak ısıtılırlar. Daha sonra hassas
çaplı çelik borular üzerinde biçimlendirilirler.
Büret boruları uzunlukları boyunca daima aynı
çapa sahip olabilmeleri için vakum daraltma
teknolojisi ile biçimlendirilirler.